200 stripes would be excessive IMHO. If I've worked it out correctly that's one pulse every 3mS @ 100 RPM. If you are using properly rated and driven steppers, the chances of them getting out of step are low, and certainly far lower than would require such frequent updates. It could also pose a challenge to the low speed of Picaxe BASIC. I'm tc.
I totally agree, even more so! I originally was concerned about slippage at at startup. That was the reason for the encoder + feedback. But now I see, heck, just run two steppers off the same pulse train and do a one-time compensation calibration. If there is any sync drift, then put in a single point light interrupter system for feedback, but unlikely to need it, as the lathe pretty much runs at a single low rpm. If I'm wrong, then single light interrupters would let the 08 chime in to keep the tune, so to speak.
I think its just great to avoid work! I'll drink to that!
")
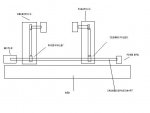
So the only issue now is to make a few brackets to hold steppers, mount pulleys, and devise bearings for the TS chuck. Tonight I was looking it over and looks possible. Luckily I have a machine shop at hand to make those custom parts...I plan to weld the brackets, as that's the quickest way to make them. The TS bracket is clamped to the quill which moves back and forth with TS hand wheel. This clamp may be trickiest thing to make. Current idea is to make a close-fitting clamp from 3/8 steel and use a threaded bolt to clamp it...or just use set screws. This clamp has to bear the weight of the stepper is all. Try set screws - easier to make.
I did talk with friend who has one of the lathes, and he said there can be slippage at atartup with no great bad effects, but I doubt we'll even have that. The traditional lathe chucks are made from graphite rings, and they hold the piece loosely. I'll make those rings later.
At this point, the 08 is just a one time calibration compensator. The idea is to get the two wheels in sync with hand turning at first. Then run it for a minute and check for slippage. Then modify picaxe program to compensate for that. If the thing cannot hold sync, then think about adding a single light interrupter on each side with 08 tracking things.
JB